2.3.3. Phase III
Comme aux phases précédentes, les pointes, les grattoirs et les outils perçants sont des classes prédominantes parmi les outils standardisés (Tableau 4.37). Hormis les grattoirs, la plupart des outils sont aussi sur lame. Les grattoirs sont des outils dominants parmi les outils sur éclat (74,6 % des outils sur éclat). Par contre, les grattoirs sur lame sont très rares à cette phase : il semble que la diminution des grattoirs sur lame est liée au déclin de débitage unipolaire qui a essentiellement fourni des supports de grattoirs jusqu’à la phase précédente.
| classe | sur lame | sur éclat | total | % |
| Pointes | 53 | 53 | 27.7 | |
| Lames lustrées | 8 | 8 | 4.2 | |
| Grattoirs | 2 | 47 | 49 | 25.7 |
| Burins | 4 | 1 | 5 | 2.6 |
| Outils perçants | 12 | 12 | 6.3 | |
| Troncatures | 4 | 4 | 2.1 | |
| Encoches | 7 | 7 | 3.7 | |
| Lames retouchées | 23 | 23 | 12.0 | |
| Éclats retouches | 13 | 13 | 6.8 | |
| Lames à ergot | 4 | 4 | 2.1 | |
| Divers | 11 | 2 | 13 | 6.8 |
| total | 128 | 63 | 191 | 100 |
| type | n | % |
| pointes à base tronquée | 2 | 3.8 |
| pointes à base appointée | 1 | 1.9 |
| pointes à pédoncule carré | 36 | 67.9 |
| type Byblos | 8 | 15.1 |
| divers | 6 | 11.3 |
| total | 53 | 100 |
Les pointes de la Phase III sont moins variées que celles de la phase précédente (Tableau 4.38). Les pointes à pédoncule carré sont dominantes (67,9 %, Pl. 4.41 : 3). Les pointes à base retouchée sans pédoncule sont quasiment absentes. Il faut remarquer que quelques spécimens sont aménagés par des retouches lamellaires (Pl. 4.41 : 2) : ce mode de retouche est utilisé beaucoup plus fréquemment qu’aux phases inférieures. Les dimensions moyennes des pointes sont de 70,8 x 17,4 x 5 mm (Tableau 4.39). Elles sont encore assez petites par rapport aux pointes du PPNB moyen ou récent. Cependant, en même temps, quelques pointes sont assez grandes (Pl. 4.41 : 4), des poignards 184 , semble-t-il, que l’on trouve parfois sur d’autres sites contemporaines 185 .
Les lames lustrées sont rares comme aux phases inférieures (Pl. 4.42 : 2). Ce sont pour la plupart des segments de lame. Le lustre est parallèle au tranchant. Ces lames mesurent 16,4 mm de large et 4,6 mm d’épaisseur en moyenne (Tableau 4.40), dimensions comparables à celles des pointes.
| longueur (n= 19) | largeur (n= 53) | épaisseur (n= 53) | |
| max. | 101.5 | 28.2 | 9.0 |
| min. | 55.0 | 12.0 | 2.8 |
| moyenne | 70.8 | 17.4 | 5.0 |
| médiane | 70.0 | 17.6 | 4.8 |
| écart type | 11.6 | 3.1 | 1.1 |
| n= 8 | largeur | épaisseur |
| max. | 22.0 | 6.2 |
| min. | 11.0 | 2.5 |
| moyenne | 16.4 | 4.6 |
| médiane | 16.0 | 4.5 |
| écart type | 3.5 | 1.0 |
Les outils apparus dans la Phase II, comme les « couteaux de Nahal Hemar » (Pl. 4.42 : 3) et les lames à ergot (Pl. 4.42 : 4), sont aussi utilisés au cours de cette phase.
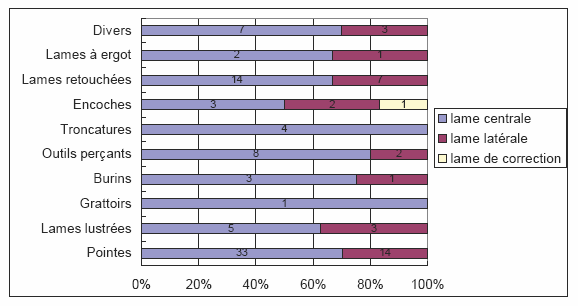
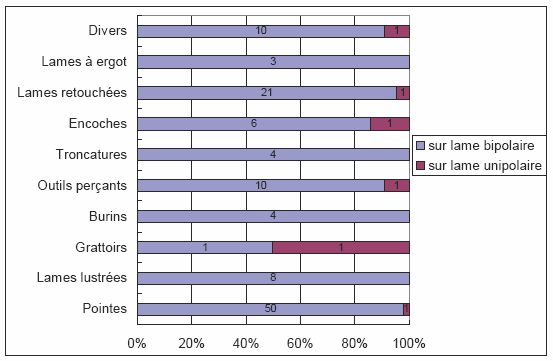
La figure 4.25 montre le choix des types de lame pour chaque outil. Une préférence forte des lames bipolaires est claire pour toutes les classes, ce qui corrobore la proportion élevée de lames bipolaires dans le débitage (supra). La figure 4.26 montre les fréquences de chaque type de lame bipolaire (lame centrale, lame latérale, lame de correction) pour chaque classe. Selon cette figure, il n’y a pas de grande différence entre les diverses classes, et chaque classe présente presque les mêmes proportions : 70-80 % de lames centrales pour 20-30 % de lames latérales. La proportion élevée de lames centrales pour les supports de pointes par rapport aux autres outils, qui est observée aux phases précédentes, ne l’est pas à cette phase. Il est vrai que les lames centrales prédéterminées (lame centrale de type 2) sont souvent sélectionnées pour les pointes (44,7 % des pièces identifiables), mais c’est aussi le cas pour d’autres outils.
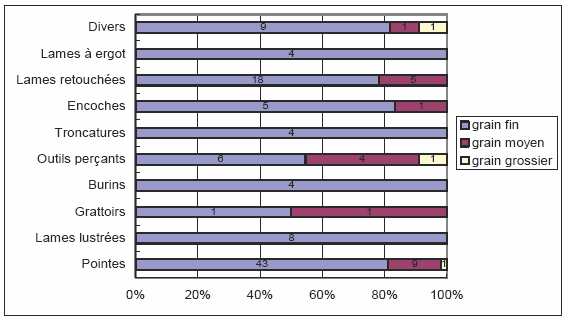
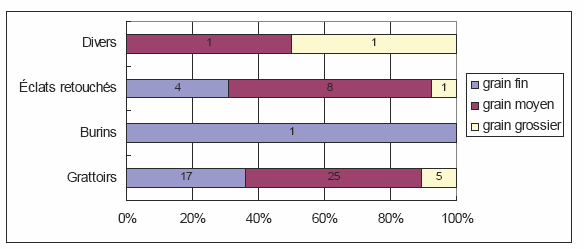
Les figure 4.27 et 4.28 montrent les groupes de silex utilisés pour chaque classe. Dans les outils sur lame, on peut constater une prédominance de silex à grain fin pour toutes les classes. Cela corrobore la liaison déjà signalée entre le débitage laminaire (notamment bipolaire) et le silex à grain fin dans le débitage (supra). Contrairement à cette tendance, pour les outils sur éclat, les silex à grain moyen ou grossier sont utilisés beaucoup plus fréquemment. Il semble que les éclats enlevés de nucleus à éclats sur galet sont généralement utilisés pour les outils sur éclat.